
破碎機、回轉窯、斗式提升機、皮帶輸送機等都是水泥廠中常用的機械設備,用于不同的生產階段,不同的生產需求,NE板鏈斗式提升機是在垂直輸送領域較為常見的機械設備,以板式鏈條作為牽引件,有著提升量大、維修率低等特點。
M型富勒泵概述
我廠引進丹麥史密斯公司的設備,由美國富勒公司配套六臺M型F一K螺旋泵(富勒泉),臺M300富勒泵用于輸送生料。自1988年7月投料試生產以來,由于M300富勒泵輸送能力達不到設計要求,導致Aox35立磨臺時產量不能達到額定能力,直接影響我廠試生產順利進行。直到1989年10月オ解決了這一問題,這里詳細介紹一下其影響因素及解決辦法。
M型FーK螺旋泵簡稱富勒泵,由螺旋體(螺旋葉片上加焊了一層耐磨合金)、料斗、圓筒體、重錘閘、混合室等組成。其進料方向垂直于出料方向,粉狀物料進入料斗后,即被螺旋體推至混合室,混合室噴嘴噴出的壓縮氣流使物料流態化并沿管道到達卸料處。
M300富勒泵和富勒單級旋轉CC200空壓機的技術參數
1988年7月下句生產磨投料試車后,該泵運行正常,產量為130h左右,經過一個多月運轉,出現生料從泵兩頭端蓋冒出現象,停機卸下軸承蓋進行檢查,發現兩端密封圈已磨損,生料進入軸承,使軸承滾珠過早磨損。換上一套新的軸承,運行十幾天后仍然出現以上現象。經過仔細檢查發現,由于密封清吹氣流部分供給空氣炮,密封氣體壓力達不到設定2.8bar(卸料端),導致料斗和排料腔內壓力大于軸承腔內壓力,生料堆積在密封上,引起密封圈和軸承套過快磨損,隨后進入軸承,使軸承的鋼球磨損失效,被迫停機。因進口軸承供應不及,傳動端一對7428BGM軸承用國產一個2097728代替,兩種軸承參數見表2。
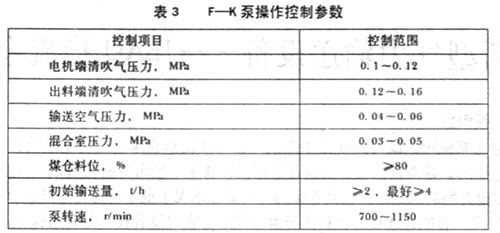
根據傳動端受力,利用加套固定軸承(見圖1),1號套用確定軸承位置,2、3號套用于確定軸承外圈,4號套用于防止軸承向移動。
空氣炮氣源拆除后,以上現象不再出現,但是,泵輸送能力只能穩定在130uh左右,稍提高就會出現堵料直到從空氣斜槽溢出,無法連續運行。經停機檢查及運行觀察,發現該泵輸送氣體壓力表(支管表)上讀數只有1.1bar左右,達不到原設計能力1.8bar,支管表上壓力總是比總管(混合室)表上壓力高0.2bar,重錘桿上下擺動頻繁,重錘桿軸磨損嚴重,軸孔磨成橢圓形。
停機檢修時,更換已磨損的重錘軸,修正軸孔,加上軸套,更換重錘閘與排料腔(泵內腔)之間密封,防止氣體從混合室進入泵內腔。開機后經觀察,決定逐步加重錘重量,使用臺CC200空壓機供氣,輸送氣體壓力為1.7bar左右,調節卸料端過濾調壓力到3.8bar,產量可達到160h以上,加上窯尾電收塵器回灰,目前泵產量可穩定在180h以上,解決了試生產一年來大窯操作不穩定日產量無法提高的難題。
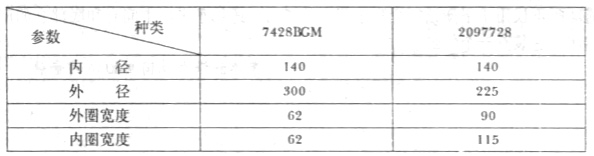
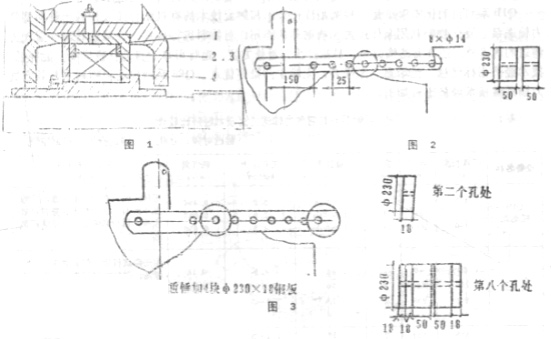
產量為130h時重錘大小及位置如圖2所示。產量為180uh時重錘大小及位置置如圖3所示。
富勒泵潤滑部位:兩端軸承、密封、重錘閘軸。富勒泵潤滑采用EZ膨潤土基脂,滴點210°C,適用于耐磨軸承潤滑,溫度范圍從-18℃到149C。
維護要點:
a.當潤滑傳動端軸承時,通過油孔注入大量油脂(不能填滿內腔),使泵在達到工作溫度以前不運行,移開油塞B允許過多油脂流出,油脂停流后油蓋重新蓋上。因對卸料端軸承室加壓密封,需要不同的潤滑方式,用手推油槍應在泵運行時進行,必須預潤滑軸承,不要在鋼球和軸承圈之問加油脂。
b.安裝在泵兩端的軸承支承上唇形密封裝置要求同一型號潤滑劑,密封在泵運行時加油脂,泵每連續工作24h潤滑一次,用手推油槍通過油嘴。過多密封油脂,通過最外唇形密封吹出。在傳動端油脂掉進支承座出口,集中在卸料端支承座內側,每當移開卸料端軸承座,就應抹掉過剩油脂。
c.重錘閘重錘桿軸應每天潤滑一次。










