
某廠礦山車間一級破碎系統選用的1200×1500分段啟動顎式破碎機,配用1800×8000重型板式給料機。該套設備在安裝試車時即發現板式給料機送料鏈帶跑偏,經調整未見效果。
板式給料機跑偏情況分析
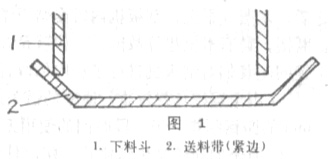
由于跑偏,致使各節送料帶左側(由機尾前視)翹邊處與下料斗下端相碰(見圖1),造成干摩擦。投產后,磨損日趨嚴重。運行不到一年,大部分送料帶翹邊已磨的殘缺不全,有的已經磨斷。若不及時停機更換,將會造成送料鏈帶刮壞、拉垮的重大設備事故。
此外,若滿負荷開快車時,由于摩擦阻力太大而造成設備的過載運行,導致電動機電流偏高,因此不得改變操作方法。這樣,長期以來,該設備一直低負荷中速運行,從而影響了整個破碎系統的臺時產量。
為此,我們對這臺設備進行了革新改造,增設了調偏裝置,從而糾正了跑偏現象,消除了磨損,降低了電耗,結束了該設備長期以來帶病運行的歷史。
調偏的機理
根據板式機的構造,能夠造成送料鏈帶跑偏的原因無非是由于機架不正、回轉體零件機械加工質量不高,或者安裝精度不合要求等。綜合考慮以上逐條,同時考慮到以前調偏的經驗,我們決定采取調整托輪軸線角度的方法來糾正以上缺陷。
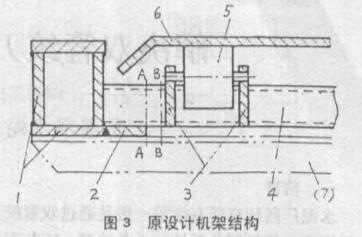
1.縱梁2.加強板3.托輪支承板4.槽鋼橫梁5.托輪6.送料帶
該機共六個下托輪,分三組安裝在機架的下橫梁上,每組兩個托輪跨機架縱向軸線對稱分布,若將一組托輪微調一個角度β,運行時,托輪與送料帶接觸處的圓周速度V可分解為兩個速度,即和V(如圖2所示)。V:與送料帶的運行速度在大小和方向上都是一致的,而V則是送料帶與托輪間的相對速度,也是送料帶運行時沿橫向偏移的分速度。由于摩擦力的作用,送料帶被迫以V的速度向左側偏移,此偏移速度的大小與托輪軸線的傾斜角β有關,由圖2可知,偏移速度V,與托輪的圓周速度V之間存在如下關系:
因B只能是銳角,故Sinβ為增函數,因此,當托輪圓周速度V不變時,傾角β越大,偏移速度V也越大。當通過調整得到的偏移速度V與設備本身造成的跑偏速度V達到平衡時,設備的跑偏現象即被克服。
由此可知,適當調整托輪軸線的傾斜角β,則可以消除該設備的跑偏現象。
可調托輪機構的結構
根據設備的具體情況,我們決定將靠近機尾的一組托輪改造成可調托輪紅。交根據設備的具體情況,我們決定將靠在原設計中,各托輪輪軸兩端的支承板是焊在兩根與機架縱梁垂直焊接的槽鋼橫梁上的,槽鋼兩端底面上各焊有一塊10mm厚的加強板,其底面與機架縱梁的下底面共面(如圖3)。
我們仍利用原機構的槽鋼橫梁及焊在上面的托輪機構,將槽鋼橫梁兩端分別在圖3所示的A-A、B-B處割斷,在其對稱中心處由底部焊上一塊中心帶有20通孔的10mm厚的鋼板,此孔即回轉中心銷軸孔。為加固構架及固定方便,槽鋼兩端各焊一根1L90×9010的角鋼,其兩端各開一個固定螺絲孔,這便制成一個完整的可調托輪組裝架。其結構如圖4
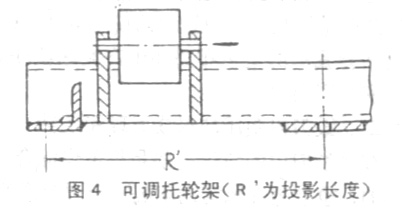
將此可調托輪架焊在機架縱梁上的托架(圖3所示;件7)上。托架由兩根1L160X160×14角鋼焊制;結構如圖5所示。圖中兩條平行的雙點劃線所示位置即機架縱梁底面位置,梯形雙點劃線為原機架上的加強板。此外,再在托架四角的適當位置焊上四個調整用頂螺絲,至此改造的制作工作已全部完成。
安裝調試
把可調托輪架落座在托架下,兩回轉中心孔對正并穿上回轉銷軸;四個角的固定孔各穿入固定螺絲桿,帶上螺母;調整四角的頂絲,使可調托輪架偏轉至合適的角度,而后開機試車,則送料鏈帶開始按改造意圖偏移。反復調試,達到理想狀態后,將固定螺母擰緊。至此改造工作全部結束。
跑偏改進效果分析
過去,一套價值兩萬余元的送料鏈帶運行一年則全部磨損報廢;由于帶病運行的摩擦阻力導致每年多耗電2.16萬KWh,同時還給電機及電器設備帶來很大危害;由于帶病運行,不能滿負荷開快車,使臺時產量降低,生產成本增加,并且由于經常停機檢修而降低了設備運轉率。
通過改造,減少了機械配件損耗,降低了電耗,延長了電機及電器設備的使用壽命,由此每年可為國家節約資金達4萬元。由于設備運轉率提高,臺時產量增加,每年可多創產值3.6萬元。










